
醫藥化工有限公司生產氫氣、反式-4-氨基環己醇、環己甲酸、丙烯腈、四氫糠醛和1,3-丙二胺等產品。生產過程有乙醇、丙酮、乙酸乙酯、環己甲酸等廢氣產生,本工程通過清潔生產、更新設備及設計廢氣收集和治理方案等措施,將廢氣進行分類收集和綜合治理,經工程實際運行,處理效果良好,達到相關標準。
1.工程概況
醫藥化工有限公司生產氫氣、反式-4-氨基環已醇、環己甲酸、四氫糠醇和1,3-丙二胺等產品。產品生產過程中,多種有害廢氣直接自由排放,影響到下風向的居民區,并嚴重污染生態環境。另外,該廠建有一座廢水處理站,調節池、格柵井、吹脫池、好氧池等設施工作中也產生了難聞的氣味散逸到大氣當中,為使該廠廢氣達到國家排放標準,需要找到一個合適的工藝對廢氣進行收集并有效治理。
1.1廢氣類型及來源
該廠總廢氣量為10680m3/h,工程設計風量為11000m3/h。
這些氣體中,乙醇、乙酸乙酯、丙酮、丙烯腈等在一定條件下易與空氣形成爆炸性混合物,其中,丙烯腈遇熱發生猛烈的燃燒和爆炸,分解產生含有一氧化碳、氮氧化物、氰化氫的有毒煙霧,還易與堿劇烈反應,引起火災和爆炸。1,3-丙二胺具有腐蝕性,如果不進行妥善處理,將留下安全隱患,因此,必須進行有效治理,并達標排放。
1.2設計原則
本工程設計原則是以醫化企業廢氣規范化整治方案、驗收標準、《大氣污染物綜合排放標準》和《工業企業設計衛生排放標準》為指導,對工藝設備進行全面技術改造,提高清潔生產程度和減少廢氣排放量,對排出的廢氣經有效收集并化學處理后達標排入大氣中。
1.2.1突出對環境污染危害大的有機污染物如乙酸乙酯的收集處理。對各工藝中溶劑濃縮回收過程,和冷凝器放空口等排出的高濃度水溶性差的有機廢氣先經過冷凝回收后,再接入廢氣處理系統;對其他壓濾機等產生的低濃度有機廢氣,上部設集氣罩,需要時進行抽風,排入廢氣處理系統,最后經多級吸收塔吸收處理后達標排空。
1.2.2對環己甲酸、污水站等酸性廢氣,采用堿液吸收處理,去除率可達到80%以上;對1,3-丙二胺等堿性廢氣,采用酸液吸收處理,去除率可達到80%以上。
1.2.3上述處理過程產生的廢水送廢水處理站進行進一步處理,冷凝物可經再生處理回收溶劑。
1.3排放標準
執行GB16297-1996《大氣污染物綜合排放標準》二級標準、GBZ1-2010《工業企業設計衛生排放標準》和GB14554-93《惡臭污染物排放標準》
設計煙囪高度:全廠一支煙囪,高度為20米。
根據環境空氣質量標準功能區分類,該項目所在地屬于二類區。常規污染因子執行《環境空氣質量標準》GB3095-2012的二級標準,特殊污染因子執行《工業企業設計衛生排放標準》GBZ1-2010,特征污染物參照原蘇聯居住區大氣中有害物的最大允許排放濃度。2.工藝設計和工藝流程
2.1清潔生產措施
2.1.1原料方面:
①加強對溶劑等原料進廠的控制,拒絕質量不合格的原料;
②原料儲罐要安裝液位控制器,防止溢流,避免各種原料在貯存期間交叉污染,貯槽應有密封裝置,采用水封,減少蒸發損失;
③夏天采用噴水冷卻,盡量減少物料在現場移動;
④管道輸送原料時,要經常檢查是否有跑、冒、滴、漏等現象。
2.1.2生產工藝方面:采用高效冷凝換熱設備,實施二級冷凝,提高溶劑回收率。
2.1.3能源和用水方面:
①盡量做到冷卻循環水的回用,工藝用水的套用;
②采用節電、節能新技術、新設備和新材料,合理設計全廠供電配電系統,降低電損率,安裝電容自動無功補嘗裝置,提高功率因素;
③凡用熱、冷設備及管道,全部采用新型保溫材料。
2.1.4廢物處理與循環利用方面:
①檢查廢物收集和貯存設施,減少廢物混合,實施清、污分流;
②對回收、循環利用的廢料應采取凈化措施;
③對液體廢料采取沉淀、過濾等措施,對固體廢料可采用清洗篩選措施,對蒸汽應采取冷凝、回收等措施。
2.2廢氣收集及治理
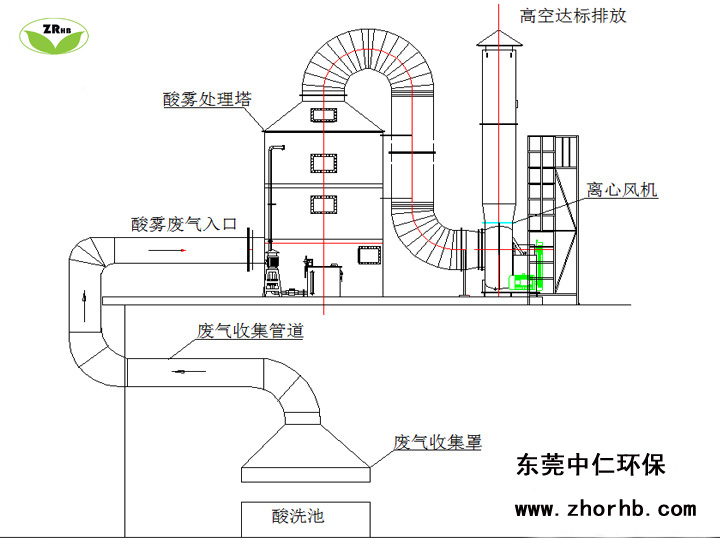
2.2.1對每個車間的冷凝器出口、高位槽排空口、儲罐排空口、水沖泵密封后排空口、反應釜排空口和污水處理站調節池、格柵井、吹脫池等廢氣統一收集后,送入廢氣處理中心經過二級吸收,尾氣由風機牽引送入20米煙囪高空達標排放。
2.2.2對無組織排放的部位,如壓濾機,建一個密封的小房間,在其正上方接入廢氣主管,根據需要進行抽風吸氣;離心機由敞開式改為密封式,在離心機旁做一個儲罐槽,儲放離心后的母液,儲罐的排空口接到廢氣主管。
2.4工藝流程說明
各股需處理的廢氣經集中收集后,經過稀硫酸液吸收塔,pH控制在4-6范圍內,使廢氣污染物中的1,3-丙二胺、乙醇、丙酮、乙酸乙酯和環己甲酸等水溶性物質被酸吸收70%-85%,乙酸乙酯在酸液中得到水解;尾氣進入堿液吸收塔,pH控制在9-11范圍內,使廢氣污染物中的環己甲酸、乙酸乙酯廢氣和污水處理站酸性物質與堿液發生中和反應,1,3-丙二胺、乙醇、丙酮等水溶性物質被堿液吸收而得以徹底去除,最后尾氣由風機牽引送入煙囪高空達標排放。
吸收液在塔釜內通過循環泵送塔頂循環操作,保證系統高效穩定運行。吸收液的pH則由pH警報裝置實行自動控制。定期對吸收液進行清理,吸收液中污染物濃度高時,將吸收液排至污水處理站處理。
3.處理設施處理效果
主要處理單元的處理效果(清潔生產后)如下表所示:
| 污染因子處理單元 | 乙醇 | 丙酮 | 乙酸乙酯 | |
| 酸吸收塔 | 進口 | 589.1 | 422.73 | 334.55 |
| 出口 | 117.82 | 84.546 | 133.82 | |
| 去除率% | ≥80 | ≥80 | ≥60 | |
| 堿液吸收塔 | 進口 | 117.82 | 84.546 | 133.82 |
| 出口 | 23.564 | 16.909 | 20.073 | |
| 去除率% | ≥80 | ≥80 | ≥85 | |
單位:mg/m3
4.結語
醫藥化工廠生產的廢氣危害性強,收集、處理難度大,本工程通過工藝分析和現場勘查,得出該廠各產品生產過程中產生的廢氣量,并根據各廢氣特性,設計了收集、治理方案,經實際運行后,處理效果良好,達到了排放標準。
來源:《化工管理》
