
揮發性有機物(VOCs)的污染防治工作是國家“十三五”環保治理的重要任務之一,煉油與化工行業是國家重點關注的VOCs治理行業。關于VOCs治理方面,國家頒布了一系列標準,例如:GB 31570--2015《石油煉制工業污染物排放標準》,GB 31571--2015(石油化學工業污染物排放標準》等。目前天津煉化企業執行的標準和政令最嚴,主要指標和要求包括:①焚燒法中規定凈化氣VOCs(以非甲烷總烴NMHC計)的質量濃度不大于20 mg/m3,非焚燒法規定不大于80 ms/m3;苯的質量濃度不大于4 ms/m3;臭氣濃度不大于1 000;②實際蒸汽壓不小于2.8 kPa的揮發性有機液體儲罐采用浮頂罐,罐頂VOCs(以甲烷計)檢測的體積分數不應超過2 000uL/L;③苯等揮發性危險化學品儲罐,應在內浮頂罐基礎上安裝油氣回收裝置等處理設施。基于技術先進、成熟可靠的工程實例,介紹了幾種煉化行業VOCs廢氣治理典型技術及應用實例¨引。
一、VOCs廢氣治理典型技術與工程實例
1.1污水處理場VOCs廢氣治理
煉化污水處理場隔油池、氣浮池、均質調節池等VOCs廢氣宜采用“脫硫及總烴濃度均化一催化氧化”∞o技術處理,曝氣池、氧化溝等廢氣宜采用“洗滌一吸附”技術處理。
中國石油在河北省某煉化企業的污水處理場建有1套5dam3/h隔油池、氣浮池、均質調節池、污泥池等廢氣“脫硫及總烴濃度均化一催化氧化”和1套23 dam3/h曝氣池廢氣“洗滌一吸附”聯合裝置。曝氣池廢氣通過“洗滌”脫除污泥飛沫和部分惡臭物質,通過“吸附”脫除VOCs等污染物;飽和吸附劑采用催化氧化反應器排出的熱氣再生,約3個月1次,再生氣返回催化氧化處理。該企業污水處理場廢氣經過處理后符合河北省DB13/2322—2016《工業企業揮發性有機物排放控制標準》要求。2016年11月,對聯合裝置催化氧化反應器進、出口氣體的采樣分析結果見表1。
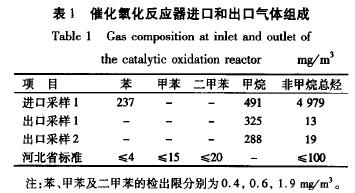
曝氣池廢氣洗滌塔人口臭氣濃度一般大于4000。經過“洗滌.吸附”處理,臭氣濃度小于20。吸附罐入口NMHC的質量濃度在50~200mg/m3。吸附初期,吸附罐出口NMHC的質量濃度小于10mg/m3,2個月后增加到20~40mg/m3,達到50ms/m3即安排再生。
1.2揮發性有機液體裝載作業VOCs廢氣治理
汽油、石腦油、噴氣燃料、芳烴裝載作業油氣,宜采用低溫柴油吸收、活性炭吸附、冷凝、膜分離等不同組合工藝處理,處理后不能達標,可再采用催化氧化、蓄熱氧化、焚燒等裝置處理。
中國石化在山東省某煉化企業原有1套處理量300m3/h的汽油火車裝車油氣低溫柴油吸收裝置,凈化氣NMHC質量濃度小于18g/m3,油氣回收率大于95%。該企業新建1套4dam3/h“總烴濃度均化-催化氧化”裝置,將噴氣燃料火車、汽車裝車油氣與原有的汽油火車裝車油氣低溫柴油吸收裝置尾氣一起處理,催化氧化反應器進、出口氣體組成見表2,凈化氣NMHC的質量濃度小于20mg/m3,苯、甲苯、二甲苯濃度均低于檢出限。

1.3 揮發性有機液體儲罐VOCs廢氣治理
揮發性有機液體儲罐應優先采用浮頂罐或壓力儲罐控制VOCs排放。但酸性水罐、污油罐等排放廢氣中含有較高濃度的油氣(VOCs),硫化氫、有機硫化物等,惡臭氣味嚴重,宜采用低溫柴油吸收+堿洗+催化氧化或蓄熱氧化技術處理;苯、甲苯、二甲苯浮頂罐區排放氣需要治理,宜采用活性炭吸附或預處理一催化氧化工藝。
1.3.1 罐區合硫油氣低溫柴油吸收+催化氧化裝置
國內建有幾十套“低溫柴油吸收一堿液脫硫”裝置(以下簡稱低溫柴油吸收)用于酸性水罐、污油罐等含硫油氣,其中,柴油吸收油氣、有機硫化物和大部分硫化氫,氫氧化鈉溶液吸收殘余的硫化氫,廢氣經過處理,NMHC的質量濃度小于25000 mg/m3,有機硫化物去除率接近100%,硫化氫去除率達99%以上,符合GB 14554--1993《惡臭污染物排放標準》和GB20950--2007(儲油庫大氣污染物排放標準》,但達不到《石油煉制工業污染物排放標準》以及天津市、北京市標準要求。為此,中國石油化工股份有限公司撫順石油化工研究院開發了如下工藝:①罐區廢氣低溫柴油吸收一活性炭吸附工藝,VOCs去除率達98%以上;②罐區廢氣低溫柴油吸收.催化氧化(或蓄熱氧化)工藝,按所在地要求,NMHC的質量濃度小于80或20mg/In3;③罐區廢氣低溫柴油吸收-焚燒工藝,NMHC的質量濃度小于20mg/m3。2015年,在青島某企業完成了VOCs廢氣低溫柴油吸收裝置尾氣進加氫裝置加熱爐、克勞斯尾氣焚燒爐、CO余熱鍋爐、氨氣焚燒爐焚燒處理工業試驗,凈化氣NMHC的質量濃度小于20mg/m3。
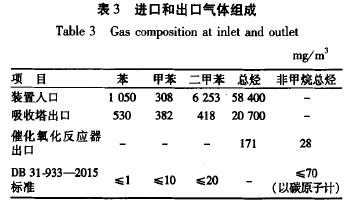
中國石化在上海市某煉化企業儲運罐區油漿、對二甲苯、渣油、瀝青、重污油、輕污油等共24個中間油品儲罐和4個污水池VOCs廢氣采用“低溫柴油吸收.堿液脫硫+總烴濃度均化-催化氧化”裝置(簡稱低溫柴油吸收+催化氧化裝置)處理,催化氧化單元廢氣處理量5 dam3/h,催化氧化反應器入口溫度約350℃,裝置入口、低溫柴油吸收塔出口、催化氧化反應器出口氣體組成見表3,凈化氣中苯、甲苯、二甲苯濃度小于檢出限,NMHC的質量濃度小于30 mg/m3,遠優于上海市DB 3 1-933--2015(大氣污染物綜合排放標準》。
1.3.2 芳烴罐區廢氣緩沖均化一催化氧化裝置
中國石化在上海市某石化企業芳烴罐區的內浮頂罐儲存物料有苯、甲苯、二甲苯、環丁砜等組分,含油污水池罐區和污水池排放廢氣進7dam3/h緩沖均化一催化氧化裝置處理,凈化氣NMHC和苯的質量濃度分別小于20,1mg/m3。
1.4氧化脫硫醇裝置VOCs廢氣治理
汽油、液態烴氧化脫硫醇尾氣宜進克勞斯尾氣焚燒爐或低溫柴油吸收裝置處理。經過低溫柴油吸收不能達標排放,可再進催化氧化裝置、蓄熱氧化裝置、焚燒爐等進一步處理。
國內有多套氧化脫硫醇尾氣低溫柴油吸收裝置。汽油氧化脫硫醇尾氣含有高濃度汽油油氣和有機硫化物,低溫柴油吸收的經濟效益很好,中國石化在山東省某煉化企業應用“低溫柴油吸收”裝置處理汽油氧化脫硫醇尾氣,回收油氣量502.7t/a,吸收尾氣進克勞斯尾氣焚燒爐處理達標排放"】。液態烴氧化脫硫醇尾氣主要含有機硫化物,二甲基二硫濃度可達幾千mg/m3,直接進克勞斯尾氣焚燒爐需注意安全問題和焚燒煙氣SO2是否超標排放。中國石化在上海市某煉化企業原來將液態烴氧化脫硫醇尾氣送克勞斯尾氣焚燒爐處理,但煙氣SO2達不到新標準GB31570--2015排放要求(100mg/m3)。2015年,該企業建設了低溫柴油吸收裝置,吸收尾氣再進克勞斯尾氣焚燒爐處理,解決了煙氣超標問題。
1.5橡膠裝置VOCs廢氣治理
丁苯橡膠(SBS)、順丁橡膠等生產裝置VOCs廢氣宜采用(冷凝、除霧、過濾、洗滌)預處理.催化氧化技術處理,通過發生蒸汽等方式回收熱量。
1.5.1 SBS橡膠廢氣“冷凝一除霧一催化氧化”裝置
中國石化在北京市某橡膠廠SBS橡膠生產過程排放的廢氣主要包括螺桿擠壓機出口閃蒸氣和膠粒干燥氣,其中閃蒸氣主要由水蒸汽和高濃度的環己烷組成,回收價值很大;膠粒干燥風的排氣量較大,NMHC的質量濃度5000—8000 mg/m3。
2007年9月,該橡膠廠建成1套30 dam3/h處理量SBS橡膠廢氣“冷凝一除霧.催化氧化”裝置,閃蒸氣首先經過兩級冷凝預處理,廢氣中的水和環己烷大部分被回收,產生的不凝氣與膠粒干燥氣混合,依次經過除霧器、換熱器、加熱器等,廢氣被加熱到260℃以上,進入催化氧化反應器,在催化劑作用下,VOCs被氧化成CO2和H2O,凈化氣NMHC的質量濃度小于100 mg/m3。氧化產生的反應熱通過換熱器回收,部分反應熱被用于SBS膠粒干燥。每年可減排有機物900 t,裝置回收的冷凝水和環己烷全部回用于SBS合成系統,可節約費用80.8萬元/a;排放的高溫凈化氣回用于膠粒干燥系統,替代部分水蒸汽,節約費用91萬。
2012年底,根據新標準要求,通過更換新型WSH催化劑和調整操作參數,該裝置凈化氣NMHC降到20mg/m3以下、環己烷低于檢出限,符合國家排放標準。
1.5.2順丁橡膠廢氣“過濾除霧一催化氧化”裝置
中國石化在北京上述橡膠廠的順丁橡膠后處理單元VOCs廢氣約70dam3/h,主要污染物是己烷。2014年“過濾除霧一催化氧化”裝置建成投用,采用WSH-2F型蜂窩狀貴金屬催化劑,催化氧化反應器進口溫度220—260oC、出口溫度370—470oC,處理前廢氣NMHC質量濃度5000~10000mg/m3,處理后凈化氣中NMHC的質量濃度小于5mg/m3、己烷低于檢出限;用己烷氧化反應熱生產8kg/cm2蒸汽1~3t/h,蒸汽并入廠內蒸汽管網。裝置投用后,每年可減排VOCs近2000t。
1.6環氧丙I彩苯乙烯(PO/SM)裝置VOCs廢氣治理
環氧丙烷/苯乙烯(PO/SM)生產尾氣宜采用催化氧化技術處理,使用貴金屬催化劑。
中國石化在浙江省某中外合資企業,環氧丙彤苯乙烯(PO/SM)生產裝置排放的廢氣中含有苯、甲苯、乙醛、乙苯、環氧丙烷、苯乙烯等揮發性有機物,有機物質量濃度2800~20000mg/m3,廢氣流量為86dam3/h。采用雙系列催化氧化裝置處理,WSH-2型貴金屬催化劑連續使用5a以上,凈化氣NMHC、乙醛和苯乙烯的質量濃度分別小于80,5,2 mg/m3,NMHC去除率大于97%。
1.7苯胺生產廢氣處理
苯胺生產廢氣宜采用預處理一催化氧化處理,推薦使用貴金屬催化劑。預處理包括真空泵尾氣循環水冷卻和除霧。
中國石化VOCs綜合治理技術指南建議,大型石化企業的VOCs廢氣宜分區域、分種類集中收集處理。因此,該企業建設了1套20dam3/h苯胺裝置和原料罐區等VOCs廢氣集中催化氧化處理裝置,使用WSH-2N型Pt.Pd—ce催化劑,該催化劑具有高烴基氧化活性和高選擇性(有機氮95%以上轉化為氮氣)。裝置進行72h性能考核后,凈化氣中主要污染物排放情況如下:NMHC,NOx的質量濃度分別為4.36,6.6 mg/m3,苯、苯胺、硝基苯、環己烷濃度均低于檢出限,各項指標遠優于GB31571--2015(石油化學工業污染物排放標準》要求。
工程實例:中國石化在江蘇省某化工企業以苯為原料生產硝基苯、苯胺、環己酮、橡膠防老劑等苯化工產品,這些苯化工裝置和(原料、中間產品、成品)罐區在生產過程中排放VOCs廢氣,共計有12個工藝排氣口和85臺揮發性有機液體儲罐,所排廢氣的主要污染物有苯、硝基苯、苯胺、環己烷、環己酮、丙酮等,其中,硝基苯、苯胺屬于含氮揮發性有機物(NVOCs)。工藝排氣口總烴(甲烷+非甲烷總烴)質量濃度大致在1000~28000mg/m3,苯的質量濃度600—16000mg/m3、硝基苯的質量濃度400~800mg/m3、苯胺的質量濃度1000~2000mg/m3、環己烷的質量濃度4000—28000mg/m3、丙酮的質量濃度1000—18000mg/m3,大多數排放口廢氣中含兩種以上有機污染物。85臺儲罐排氣中總烴質量濃度基本小于30000mg/m3。
1.8氯苯生產廢氣處理
氯苯生產廢氣宜采用蓄熱燃燒一氫氧化鈉堿液吸收.活性炭吸附工藝處理;堿液吸收氯化氫(HCl),活性炭吸附二嗯英。表4為蓄熱氧化(RTO)單元進、出口氣體組成分析。
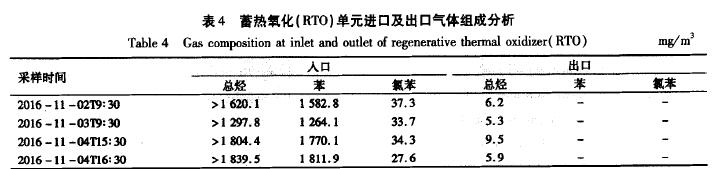
工程實例:中國石化在江蘇省某化工企業氯苯裝置區有氯苯裝置、硝基氯苯裝置、表面活性劑裝置和14臺原料及產品儲罐排放VOCs廢氣,廢氣中含有氯苯、苯等污染物,其中氯苯是含氯揮發性有機物(CVOCs)。針對上述廢氣,該企業建設了1套15dam3/h“蓄熱氧化(RTO)一吸收一吸附”集中處理裝置,NMHC去除率達99%以上,凈化氣NMHC的質量濃度為10mg/m3,氯苯、苯、HCl等污染物濃度低于檢出限,二嗯英的質量濃度0.016~0.043ng/m3(毒性當量TEQ),凈化氣符合GB31571--2015《石油化學工業污染物排放標準》。
二、結語
基于技術先進、成熟可靠的工程實例,推薦了石化污水處理場、揮發性有機液體裝載作業、揮發性有機液體儲罐、氧化脫硫醇裝置、橡膠裝置、環氧丙彤苯乙烯(PO/SM)裝置、苯胺裝置、氯化苯裝置等排放的VOCs廢氣治理典型技術。通過采取合理、高效的治理技術后,凈化氣中NMHC、苯、甲苯及二甲苯等指標均符合國家排放標準,VOCs廢氣取得了較好的治理效果。
來源:北極星VOCs在線
